What Makes Superabrasives Super?
 The cost of superabrasive grinding wheels is high—very high when compared to conventional abrasives—and can seem difficult to justify until numbers like return on investment and cost-per-part are calculated. It’s not uncommon to see a switch to superabrasive wheels for large batches, like those flowing through an automotive or aerospace facility, decrease grinding cycle times by 20 per cent and reduce the total cost per part by 30 per cent or more. These are the kind of changes that enhance a company’s lean operation and improve its competitive stance in the global market.
The cost of superabrasive grinding wheels is high—very high when compared to conventional abrasives—and can seem difficult to justify until numbers like return on investment and cost-per-part are calculated. It’s not uncommon to see a switch to superabrasive wheels for large batches, like those flowing through an automotive or aerospace facility, decrease grinding cycle times by 20 per cent and reduce the total cost per part by 30 per cent or more. These are the kind of changes that enhance a company’s lean operation and improve its competitive stance in the global market.
David Goetz, corporate applications engineer for Norton|Saint-Gobain Abrasives, answered questions for Canadian Metalworking about the differences between conventional and superabrasive wheels and how they impact production.
CM: What are the key differences between conventional and superabrasive wheels?
David Goetz: Conventional abrasives are typically natural grains that are fused or blended with other abrasive grains to make the grinding wheel perform as required. Superabrasives use natural or synthetic diamonds or cubic boron nitride (CBN), which is a synthetic grain.
Diamond is the hardest substance known with a Knoop hardness around 7,000. CBN is the second-hardest at a Knoop value of 4,700. Conventional grains are in the 2,100 to 2,500 range. They can run 8,500 to 16,000 SFPM depending on the wheel and application. Conventional abrasives typically max out somewhere around 6,500 surface feet per minute (SFPM) unless they have special speed or safety ratings.
In addition to their ability to run at higher speeds, superabrasives usually have much higher G-ratios, which measure grinding efficiency [Efficiency = Volume of material ground/Volume of wheel wear]. Conventional abrasives usually grind in the 1 to 20 range, ceramics in the 10 to 200 range, and superabrasives in the 500 to 10,000 or higher range. Higher G-ratios usually equate to shorter grind cycles, more jobs per hour, and longer wheel life.
Thermal stability of superabrasives is higher than their conventional counterparts’, which also adds to their longer life, particularly in demanding applications.
CM: How do the superabrasive properties affect production?
Goetz: With the higher G-ratios and Q’ [stock removal] rates of superabrasives, shops using them typically see shorter cycle times and longer wheel life. Many superabrasive will last 12 months or more depending on the application which can compare to a single month for a conventional abrasive.
Superabrasives wheels require less dressing because the grain is more durable—it is going to stay sharp longer so you can get more parts between dressing, which means more parts per wheel, fewer wheel changes, and more uptime. For example, one manufacturer had about 30 to 40 parts per dress with a conventional abrasive. With a similar application with a CBN abrasive, he got 1,200 parts per dress. This makes them ideal for high-volume-environments.
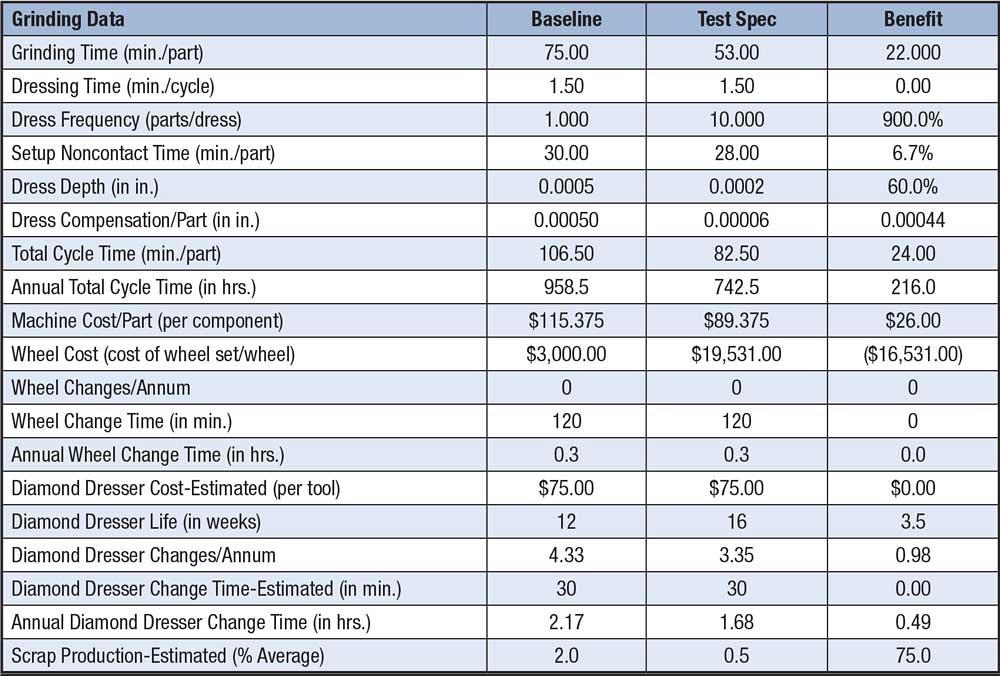
Grinding data for producing a compressor crankshaft was collected over one year and used to compare the costs of using a conventional wheel compared to a superabrasive wheel. See Cost Summary chart.
They often can provide enough stock removal that they have, in some applications, begun replacing machining operations.
CM: What should be considered when choosing a superabrasive?
Goetz: Superabrasive product selection is process-driven. Choice depends on a few factors such as the finish that is specified and the part geometry. The required finish and material being ground will determine the grit size. A smaller grit will produce a finer finish. Diamond typically is used for non-metallic and non-ferrous materials. CBN is typically used to grind metals. There are some cross-over materials on which both diamond and CBN can be used.
Part geometry determines the grade, concentration, and bond types. Recommended bonds for some applications include:
- Single-layer for high stock removal on complex forms.
- Metal bonds when good thermal conductivity and form-holding are needed.
- Resin bonds when a high-quality finish at a low cost is desired.
Coolant type also should be considered. The fluids remove the chips and heat from the grinding zone and protect against some chemical reactions caused by the grinding process. Oil-based fluids are best when working with CBN. Low vaporization temperatures limit the lubricity of water-based fluids, and the high-temperature steam promotes oxidation of the CBN crystal.
The seven factors we use to help manufacturers determine the proper grinding wheel are:
- Material to be ground and its hardness
- Severity of the grinding operation
- Finish and accuracy required
- Area of grinding contact
- Wheel speed
- Wet or dry grinding
- Horsepower
You also need to be sure the machine is stiff enough to support the superabrasive process.
CM: How are superabrasives changing to meet market demands?
Goetz: We get challenged every day to develop new grains and bonds to produce more parts, more quickly, to offer manufacturers the productivity they are looking for. For example, industries like aerospace are putting more wear-resistant coatings on material that make them harder to grind. The auto industry is looking for ways to reduce the residual stress of grinding.
Most manufacturing processes start with a block of material and then machine it, perhaps do a semi-finish machine process, then a grind, then polish. We are doing a lot with superabrasives to take that block of material through a process that we call machining-to-grinding, where we eliminate one, two, or three machining steps and grind and polish the final form from the blank.
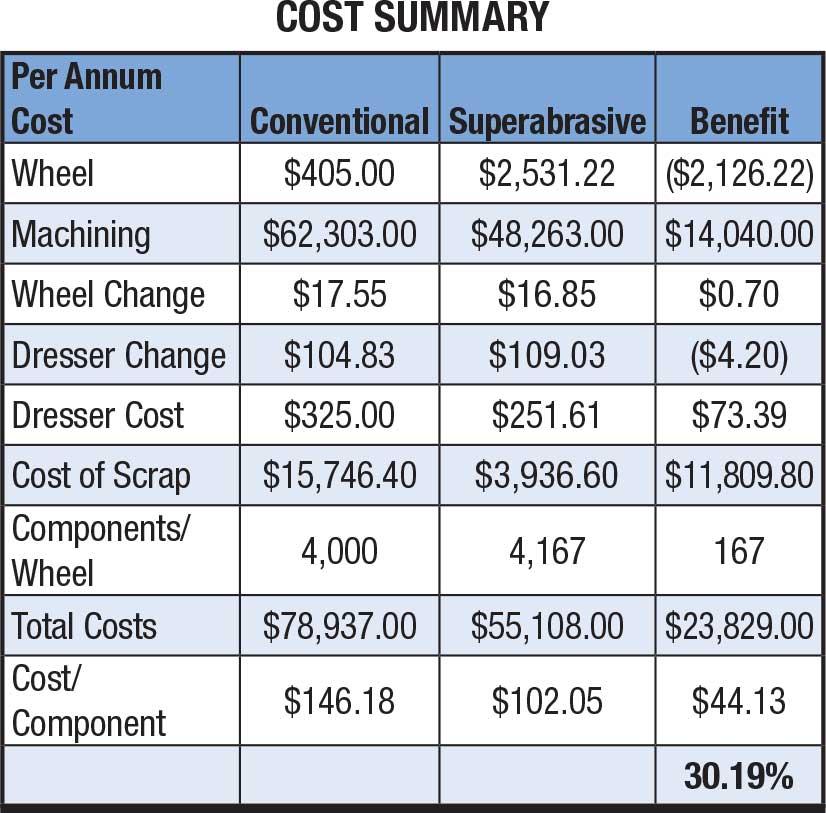
A switch to a superabrasive grinding wheel saved one manufacturer 30.19 per cent on per-part cost when producing a compressor crankshaft.
A recent product from our company, Norton Paradigm®, which is like a metal bond, is removing 30 per cent more material and performing at 2.5 times the G-ratios of our previous best superabrasive. It grinds with a lower power, which gives the opportunity to push the wheel, use higher feed rates, and reduce cycle times. The result is an increase in jobs per hour, which in turn reduces overall production costs. This product also holds form much better and lasts longer than the typical wheels we see.
The ever-expanding usage of wear-resistant materials and the need to finish them demands abrasives that are more durable. For example, the finishing of ceramic coatings that are applied to provide wear resistance across many sectors make superabrasives the best choice to grind these materials economically.
New demands for lower-stress or stress-free grinding are also pushing abrasive manufacturers to develop sharper, freer cutting abrasives that stay sharp longer, which helps reduce both the grinding energy needed and process stress. These new grains require new bonding technologies that provide better form holding and grain retention for further improvements in wheel life and performance.
Source: https://www.canadianmetalworking.com/article/cuttingtools/what-makes-superabrasives-super-



